24.08.2020
Produktivität steigern? Wir haben das (Werk)-Zeug dazu
KWFL Kugelfräser
Die unentwegt steigenden Herausforderungen hinsichtlich der Werkstoffe und Bearbeitungsstrategien am Markt bei der Bearbeitung von Stählen bis 52HR führen zu immer höheren Anforderungen und bedingen die ständige Weiterentwicklung der VHM Werkzeuge im Hause Wedco.
Entsprechend wurden in den letzten 12 Monaten im Wedco HQ-Applikationscenter ausführliche Benchmark Test in unterschiedlichen Werkstoffen, wie z.B. 1.2316 (M303), mit eigenen Werkzeugen sowie Mitbewerbswerkzeugen durchgeführt.
Die neu entwickelte KWFL-Fräser-Linie aus dem Werkzeugsegment Premium umfasst VHM-Kugelfräser für die Weichbearbeitung bis 52HRC, für die Schrupp- und hochpräzise Schlichtbearbeitung.

Einige Innovationsmerkmale von diesem Multitalent sind:
- Ultrafeinstkorn-Hartmetallsorte
- Optimierte Schneidengeometrie für erhöhte Stabilität des Werkzeugs und optimale Konturtreue am Bauteil
- noch bessere Oberflächen durch Mikrokorngrößen
- feinstgeschliffene Mikrogeometrie
- optimierte Nutform für eine noch bessere Spanabfuhr
- neueste Beschichtungstechnologie mit einer sehr glatten Oberfläche für verringerte Aufklebeneigung an der Schneide
- höhere Stabilität bei der Hochgenauigkeitsbearbeitung durch optimierten Schaftübergang
Ergebnis:
Sowohl in internen Tests als auch in eingefahrenen Fertigungsprozessen bei Kunden wurde eine Standzeitsteigerung von bis zu 35% und eine dadurch deutlich erhöhte Prozesssicherheit erreicht.


Verbesserte Spanabfuhr und erhöhte Stabilität des Werkzeuges dank optimierter Schneidengeometrie
Die Bezeichnung Multitalent trifft neben dem Einsatzgebiet auch auf den Einsatz beim Fräsen im Span zu. Unterschiedliche Kühloptionen wie Trocken-, Nass-, MMS- bis hin zu Kühlung mit Kaltluft sind mit dem KWFL dank neuer Beschichtungstechnologie möglich, ohne die Beschichtung vorzeitig zu schwächen.
Vorteile von dieser Beschichtung sind eine höhere Dichte, feinere Struktur und glattere Oberfläche als herkömmliche Multilayerschichtsysteme, wodurch eine verbesserte Standzeit ermöglicht wird.
Durch das WEDCO VSO Verfahren werden Mikro-Spitzen, die durch den Schleifprozess an der Schneidkante entstehen, geglättet und homogenisiert, was einen stabileren Schneidkeil zur Folge hat und ein homogeneres Gefüge generiert. Das Ergebnis ist die Erhöhung der Schneidkantenstabilität, da die Schneidkante einen definierten Radius aufweist, die der Beschichtung eine stabilen Grundlage bietet um all ihre Vorteile ausspielen zu können.
Durch die VSO Behandlung wird auch eine Minimierung von Kanten- und Mikroausbrüchen erzielt. Eine Verringerung der Reibwerte im Bereich der Schnittzone und der Nut fördert zusätzlich eine bessere Spanabfuhr.
Alle diese einzelnen Verbesserungen summieren sich, ermöglichen so eine deutlich höhere Standzeit des Werkzeuges und steigern die Prozesssicherheit im Fräsverfahren enorm.
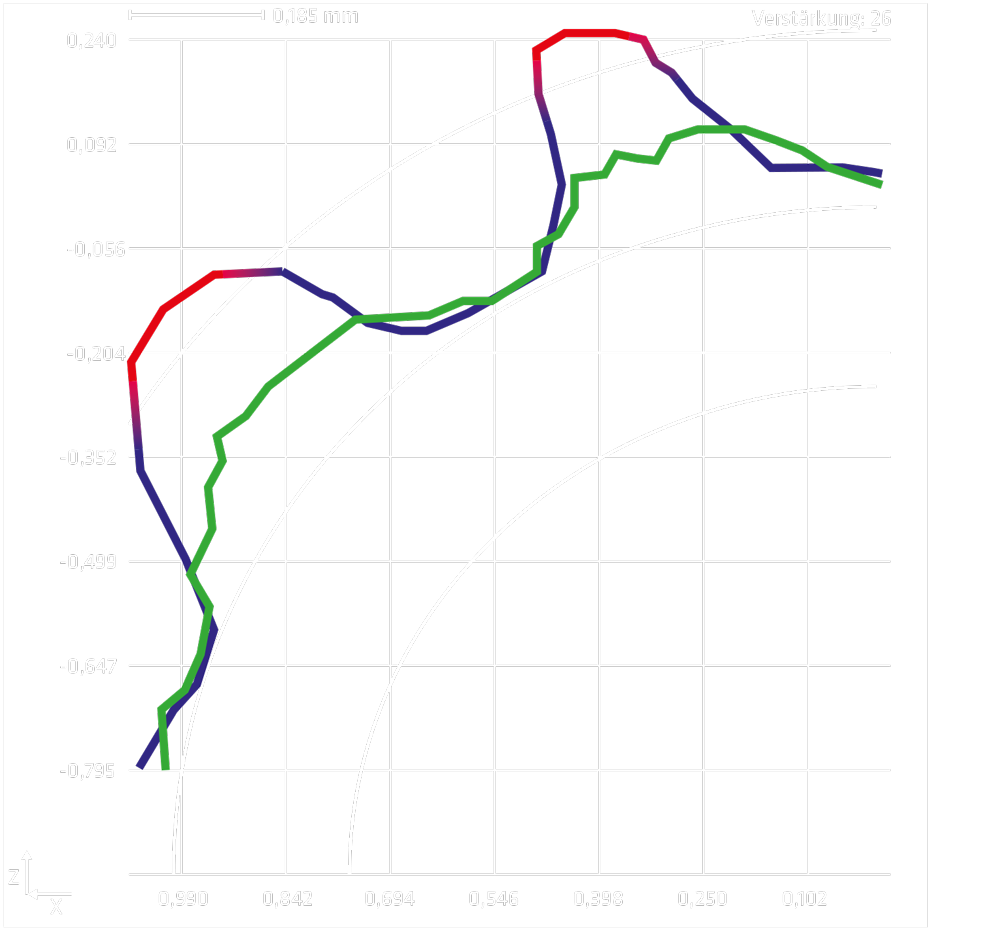
EINSATZBEISPIEL
Schlichten in 1.2316 (M303)
Langzeittest (kombiniert aus Stirnbearbeitung und tangential 30°)
VC 100
ap 0,050 (th
ae 0,05
fz 0,06
hm 0,016
–– KWFL
Bahnlänge 1600m = 12std49min
Tatsächlicher Schneidweg/Schneide 2524m
maximale Abweichung außen 0,005mm
maximale Abweichung innen 0,001mm
–– Vergleichswerkzeug
Bahnlänge 1600m = 12std49min
Tatsächlicher Schneidweg/Schneide 2524m
maximale Abweichung außen 0,016mm
maximale Abweichung innen 0,003mm