01.07.2022
HORN – Zirkularfrässysteme
Multitalente für Fräsprozesse: Nutfräsen, Trennfräsen oder Verzahnungsfräsen, dies sind nur drei genannte Fräsprozesse, welches das Horn-Zirkularfrässystem produktiv meistert.
Als echtes Multitalent einsetzbar, beherrscht das weitreichende Werkzeugportfolio dieses Werkzeugsystems noch einige weitere Fräsprozesse. Einsetzbar ab einem Innendurchmesser von 8 mm für die präzise Bohrungsbearbeitung, Schlitzfräsen von schmalen Nuten mit einer Breite von 0,2 mm oder das Fräsen von Passverzahnungen: Das System zeigt sich als Problemlöser in den zahlreichen Standardvarianten, als auch in speziellen Sonderformen für einige andere Fräsprozesse.

Das Zirkularfrässystem von Horn bietet dem Anwender eine Reihe von Verfahrensvorteilen: Es ist schnell, prozesssicher und erzielt gute Oberflächenergebnisse. Dabei taucht das auf einer Helixbahn geführte Werkzeug schräg oder sehr flach in das Material ein. Dadurch lassen sich beispielsweise Gewinde in reproduzierbar hoher Qualität herstellen. Im Vergleich zur Bearbeitung mit Wendeschneidplatten bei größeren Durchmessern oder VHM-Fräsern bei kleineren Durchmessern ist Zirkularfräsen in der Regel wirtschaftlicher. Zirkularfräser haben ein breites Einsatzgebiet. Sie bearbeiten Stahl, Sonderstähle, Titan oder Aluminium und Sonderlegierungen. Die Präzisionswerkzeuge eignen sich besonders für die Prozesse Nutfräsen, Bohrzirkularfräsen, Gewindefräsen, T-Nutfräsen, Profilfräsen sowie Verzahnungsfräsen. Sie überzeugen aber auch in Sonderanwendungen wie dem Fräsen von Dichtnuten oder bei der Pleuelbearbeitung.
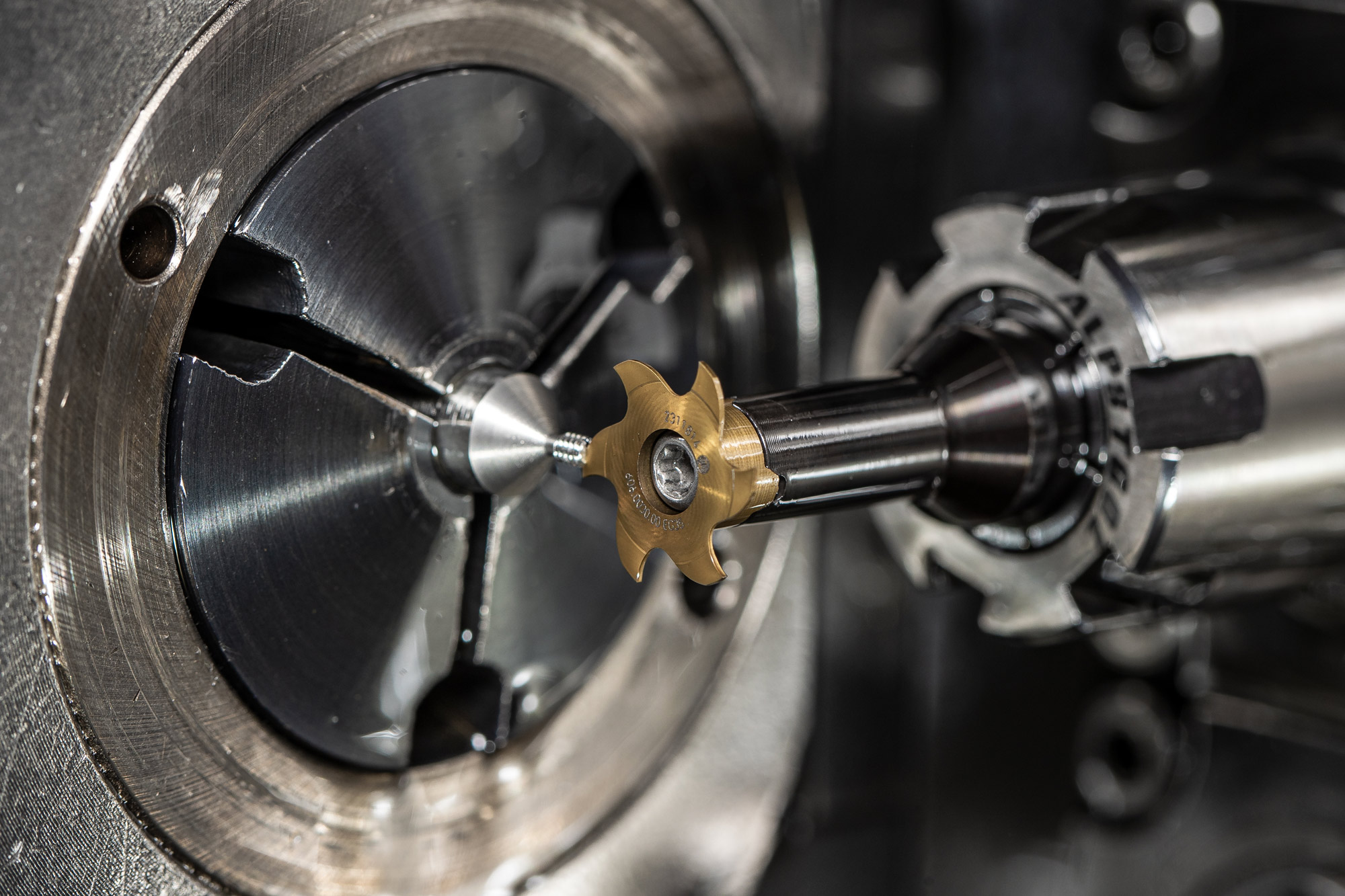
Fräsen von Passverzahnungen
Die Fertigung einer Passverzahnungen einer Antriebswelle hatte das Potential zur Verbesserung. Den Einsatz findet die knapp 5.000 mm lange und rund 600 kg schwere Welle im Großmotorenbau. Der Durchmesser liegt bei 200 mm. Die Verzahnung ließ der Anwender extern fertigen. Horn schlug vor, die Verzahnung in der gleichen Aufspannung zu Fräsen, in welcher auch die Drehbearbeitung geschieht. Zum Einsatz kommt das Horn-Zirkularfrässystem 635. Das Sonderprofil der sechs Zähne des Werkzeugs gleicht dem Soll-Profil der Zahnflanken des Werkstücks. Die Auskragung des Werkzeugs ist aufgrund der Gegebenheiten lang. Durch den schwingungsdämpfenden Vollhartmetallschaft treten keine Probleme mit Vibrationen des Werkzeugs auf. Alle Horn-Werkzeugträger für das Zirkularfräsen sind mit einer inneren Kühlmittelzufuhr ausgestattet. Die präzise Schnittstelle zwischen Träger und Schneidplatte ermöglichen einen µ-genauen Rund- und Planlauf der Schneidplatte beim Wechsel. Das Schruppen und Schlichten geschieht mit dem selben Werkzeug. Neben der deutlich schnelleren Fertigungszeit und dem Entfall der externen Fertigung, erhöhte sich darüber hinaus auch die Qualität der gefertigten Verzahnung.

Schlitzfräsen in der Mikrobearbeitung
Ein weiteres Anwendungsbeispiel zeigt sich in der Bearbeitung eines Bauteils aus der Ventiltechnik. Das Werkstück hat einen Durchmesser von 1,6 mm und eine Länge von rund 3 mm. Zur Ventileinstellung im späteren Einsatz muss an der Stirnseite des Bauteils ein 0,3 mm breiter und 0,5 mm tiefer Schlitz gefräst werden. Der Anwender fräste den Schlitz mit einem feinen HSS-Sägeblatt. Die unsichere Prozessstabilität bot jedoch das Potential einer Verbesserung. Horn löste dieses Problem mit dem Frässystem 606. Die sechsschneidige Schneidplatte mit einer Schneidbreite von 0,3 mm brachte dem Anwender die Sicherheit im Fräsprozess.
Horn erweiterte das Zirkularfrässystem um Werkzeuge zum Fräsen von schmalen Nuten. Die Abrundung des Werkzeugsystems bietet dem Anwender die Möglichkeit, kostenintensive Bearbeitungsprozesse zur Herstellung von schmalen Nuten einzusparen. Die Werkzeuge bietet Horn je nach Durchmesser in Schneidbreiten von 0,25 mm bis 1 mm als Standard an. Die maximale Frästiefe tmax liegt, abhängig vom Werkzeugdurchmesser, zwischen 1,3 mm bis 14 mm. Je nach zu bearbeitendem Werkstoff sind die Schneidplatten mit unterschiedlichen Beschichtungen verfügbar. Der Vollhartmetall-Werkzeugschaft stellt durch seine Masse die Schwingungsdämpfung im Fräsprozess sicher. Alle Varianten der Werkzeugschäfte sind mit einer inneren Kühlmittelzufuhr ausgestattet.
Dies sind nur zwei Anwendungsbeispiele von vielen Möglichkeiten, welche das Horn-Zirkularfrässystem bietet. Die Flexibilität bei der Gestaltung der Schneiden, die präzise Schnittstelle zwischen Schneidplatte und Schaft, die zahlreichen Durchmesservarianten sowie die unterschiedlich verfügbaren Zähnezahlen pro Schneidplatte zeichnen dieses Werkzeugsystem aus.